Современные проблемы науки и образования. Теория ограничений: как это работает на производстве и в рознице Как можно предприятии найти узкие места
В статье рассматривается метод анализа и устранения узких мест технологических, логистических и организационных бизнес-процессов. Для исследования технологических, логистических и организационных бизнес-процессов применяется подход мультиагентных процессов преобразования ресурсов. Для моделирования процессов преобразования ресурсов требуется все больше вычислительных ресурсов. В связи с этим является актуальным выявление и использование новых принципов построения и анализа мультиагентных моделей процессов преобразования ресурсов. Метод анализа и устранения узких мест мультиагентного процесса преобразования ресурсов основан на интеграции модели процесса преобразования ресурсов, операционного анализа вероятностных сетей, мультиагентного подхода и экспертных систем. Метод анализа и устранения узких мест мультиагентного процесса преобразования ресурсов программно реализован в автоматизированной системе выпуска металлургической продукции.
автоматизированная информационная система
технологические операции
процесс преобразования ресурсов
узкое место
мультиагентное моделирование
1. Аксенов К.А., Аксенова О.П., Ван Кай. Планирование портфеля проектов в строительстве на основе мультиагентного имитационного моделирования // Научно-технические ведомости СПбГПУ № 6 (162) 2012. Информатика. Телекоммуникации. Управление. г. С.-Петербург С. 171–174.
2. Аксенов К.А., Антонова А.С., Спицина И.А., Сысолетин Е.Г., Аксенова О.П. Разработка автоматизированной системы анализа, моделирования и принятия решений для металлургического предприятия на основе мультиагентного подхода // Автоматизация в промышленности. – М., 2014. – № 7. – С. 49–53.
3. Аксенов К.А., Ван Кай, Аксенова О.П. Решение задачи планирования портфеля проектов и анализа узких мест бизнес-процесса на основе мультиагентного моделирования и метода критического пути // Современные проблемы науки и образования. – 2014. – № 2; URL: www..04.2014).
4. Аксенов К.А. Модель мультиагентного процесса преобразования ресурсов и системный анализ организационно-технических систем. // Вестник компьютерных и информационных технологий. - 2009. - № 6. - С. 38–45.
5. Бородин А.М., Мирвода С.Г., Поршнев С.В. Анализ современных средств прототипирования языков программирования // Программная инженерия. – 2014. – № 12. – С. 3–10.
6. Бородин А.М., Мирвода С.Г., Поршнев С.В. Особенности тестирования устойчивости к сбоям корпоративных информационных систем методом генерирования отказов // Современные проблемы науки и образования. – 2014. – № 5. – URL: www..02.2015).
7. Литвин В.Г., Аладышев В.П., Винниченко А.И. Анализ производительности мультипрограммных ЭВМ. M.: Финансы и статистика. - 1984. - 159 c.
8. Томашевский В., Жданова E. Имитационное моделирование в среде GPSS. М.: Бестселлер. - 2003. - 416 c.
9. Aksyonov K.A., Bykov E.A., Aksyonova O.P. Application of Multi-agent Simulation for Decision Support in a Construction Corporation and its Comparison with Critical Path Method // Applied Mechanics and Materials Vols. 278-280 (2013) Trans Tech Publications, Switzerland. doi:10.4028/www.scientific.net/AMM.278-280.2244. pp. 2244–2247.
Существующие методы анализа и имитационного моделирования технологических, логистических и организационных бизнес-процессов часто сталкиваются с объектами, в которых количество элементов превышает сотни. В связи с этим для проведения имитационного эксперимента таких моделей требуется все больше вычислительных ресурсов и машинного времени. Технологические, логистические и организационные бизнес-процессы относятся к процессам преобразования ресурсов. Спецификой данных типов процессов является существование в их составе подпроцессов (операций) принятия и согласования решений, подпроцессов или элементов управления, лиц, принимающих решения (ЛПР). Для формализации моделей ЛПР и сценариев принятия (управления и согласования) решений в данной работе предлагается использовать аппарат мультиагентных и экспертных систем. В связи с этим является актуальной задача разработки нового метода анализа и устранения узких мест мультиагентных процессов преобразования ресурсов (МППР) .
Метод анализа и устранения узких мест мультиагентного процесса преобразования ресурсов
Рассмотрим два основных элемента процесса МППР (операцию и агента) , используемых для анализа и устранения узких мест процессов предприятия (технологических, логистических, организационных бизнес-процессов). В качестве теоретической основы метода использован операционный анализ вероятностных сетей .
Для оценки выполнения операции Op процесса МППР рассмотрим следующие ее параметры: среднюю очередь заявок к операции QOp_ср, среднюю загруженность операции UOp_ср, простой операции из-за отсутствия средств PMechOp, простой операции из-за отсутствия входных ресурсов PResOp:
![]() ,
,
 ,
,
где T END - время наблюдения (длительность интервала наблюдения за процессом),
N - количество выполнений операции Op за время наблюдения T END ,
T OP - длительность выполнения операции Op ,
Tact - единица измерения времени,
Count_ Mech_ UnLock - количество единиц средства, не заблокированное при выполнении текущих операций,
Count_ Mech_ Use - количество единиц средства, необходимое для запуска операции Op ,
Count_ Res - текущее количество единиц ресурса,
Count_ Res_ In - количество единиц ресурса, необходимое для запуска операции Op .
Аналогично оценке очереди проводится оценка среднего состояния ресурсов (как входных, так и выходных по отношению к определенной операции или правилу агента). Для оценки использования средства в операциях процесса рассмотрим среднюю загруженность средства UMech_ср:
 ,
,
где Count_Mech_Lock - количество единиц средства, заблокированное при выполнении текущих операций,
Count_Mech - общее количество единиц средства.
Статистику функционирования агента будем анализировать исходя из средней очереди заявок к агенту QAg_ср и средней загруженности агента по обработке заявок UAg_ср:
 ,,
,,
где
AgSolutIf - условия агента «Если»,
AgSolutThen - условия агента «То».
Представим правила анализа параметров процесса МППР и устранения узких мест (правила изменения (свертки / развертки)) в виде диаграмм поиска решений (рисунок 1). Вершины графа имеют следующие обозначения: 0 - нулевое значение, М - малое значение, С - среднее значение, В - высокое значение соответствующего объекта графа (очереди, загруженности или простоя). Пунктирные линии переходов графа соответствуют решениям для нулевой и малой очередей заявок к операции, сплошные линии - решениям в оставшихся случаях.
В результате проведения эксперимента формируется статистика выполнения операций, функционирования агентов, расходования и формирования ресурсов и заявок и использования средств в операциях процесса МППР. По результатам анализа экспериментов диагностируются узкие места, принимается решение о свертке/развертке процесса МППР (устранении узких мест). Критерием остановки метода анализа и устранения узких мест процесса преобразования ресурсов является снижение времени ожидания до допустимых значений по всем блокам.
Изменение процесса МППР осуществляется следующими действиями: либо удалением операции, либо добавлением параллельной операции; добавлением/удалением (увеличением/уменьшением количества) средств используемых операцией(операциями); увеличением/уменьшением количества ресурсов; добавлением или удалением правила агента, удалением агента.

Рис.1. Диаграммы поиска решений применения правил анализа и устранения узких мест процесса МППР
Метод программно реализован в автоматизированной системе выпуска металлургической продукции (АС ВМП) . Предварительным этапом работы метода являются создание и доработка (модификация) модели процесса предприятия в модуле создания моделей процессов (СМП). На рисунке 2 представлена блок-схема метода анализа и устранения узких мест процесса МППР. Сокращения, используемые на рисунке:
ИМ - модуль интеграции моделей;
КЗ - модуль конструктор запросов;
ОПП - модуль оптимизации процессов предприятия;
СМП - модуль создания моделей процессов;
ТБПИ - типовой постоянно действующий бизнес-процесс металлургического предприятия по изменению производственных процессов.

Рис. 2. Общая схема метода анализа и устранения узких мест мультиагентного процесса преобразования ресурсов
Рассмотрим основные этапы метода. Предлагаемый метод состоит из следующих этапов (нумерация этапов в соответствии с нумерацией блоков рисунка 2).
1. Если модель процесса предприятия была ранее построена в модуле СМП, то переходим на следующий этап. При построении имитационной модели процесса предприятия (в модуле СМП) строятся следующие подмодели:
1) генерации объектов (единиц продукции (ЕП) / проектов / заказов), такой объект в модели МППР представим в виде экземпляра заявки (транзакта) с набором атрибутов;
2) процессов прохождения объектов (технологических, логистических и организационных бизнес-процессов, связанных с обработкой единиц продукции на агрегатах и оборудовании, транспортировке ЕП и выполнением заказов / этапов проекта / производственных операций), в модели МППР маршрут обработки заявки формируется цепочкой блоков, состоящих из преобразователей (операций и агентов);
3) поставок потребляемых ресурсов (сырья, материалов и полуфабрикатов), в модели МППР маршрут поставки ресурсов формируется цепочкой блоков, состоящих из операций и агентов;
4) работы средств (станки, оборудование, агрегаты, транспорт, персонал).
2. С целью актуализации модели текущим процессам предприятия в модуль ОПП предварительно необходимо обновить значения переменных модели путем взаимодействия с модулями КЗ и ИМ.
4. Планирование эксперимента в соответствии с выдвинутыми гипотезами. Составление плана экспериментов заключается в выборе таких входных (управляемых) параметров модели, значения которых оказывают наибольшее влияние на значения выходных (оцениваемых) параметров модели.
5. Имитационные эксперименты проводятся в модуле ОПП. Эксперименты проводятся согласно плану экспериментов до нахождения оптимального или эффективного решения.
6. При диагностике узких мест анализируются следующие параметры процесса МППР:
1) коэффициент использования операции, средства, агента;
2) среднее время заявки в очереди к операции, агенту;
3) простой операции из-за отсутствия средств и/или входных ресурсов. Для оценки динамики работы операции и агента анализируются средняя очередь заявок к операции, агенту, а также среднее состояние ресурсов.
7. В результате проведения эксперимента формируется статистика выполнения операций, функционирования агентов, расходования и формирования ресурсов и заявок и использования средств в операциях процесса МППР. По результатам анализа статистики экспериментов диагностируются узкие места и принимается решение об изменении (свертке/развертке) процесса МППР. На данном этапе осуществляется выбор оптимального решения.
Критерием остановки метода также может являться снижение времени ожидания до допустимых значений по всем блокам модели. Данный этап направлен на решение задачи распараллеливания параллельных процессов во времени по производству единиц продукции, входящих в заказ(заказы) (в блоках имитационной модели могут возникать ситуации с параллельной обработкой заявок).
8. Если на предыдущем этапе было найдено оптимальное решение, то переходим на 12-й этап, иначе на 11-й (см. рисунок 2).
9. В случае, если на этапе 9 не было найдено оптимальное решение, то осуществляются корректировка плана экспериментов и переход на этап 5.
10. В случае, если на этапе 9 было найдено оптимальное решение, то осуществляется выдача рекомендаций по изменению процесса. Данный этап инициирует запуск ТБПИ по совершенствованию процесса предприятия (технологического, логистического, организационного бизнес-процесса) с целью устранения узких мест.
Метод прошел апробацию на задаче балансировки ресурсов бизнес-процесса .
Заключение
Задача разработки метода анализа и устранения узких мест мультиагентного процесса преобразования ресурсов решена в результате интеграции операционного анализа вероятностных сетей, мультиагентного подхода, модели процесса преобразования ресурсов и аппарата экспертных систем. Разработаны правила анализа и устранения узких мест (правила изменения) мультиагентного процесса преобразования ресурсов, построенные на основе диаграмм поиска решений. Метод программно реализован в автоматизированной системе выпуска металлургической продукции.
Работа выполнена в рамках договора № 02.G25.31.0055 (проект 2012-218-03-167) при финансовой поддержке работ Министерством образования и науки Российской Федерации.
Рецензенты:
Поршнев С.В., д.т.н., профессор, заведующий кафедрой Радиоэлектроники информационных систем, ФГАОУ ВПО «Уральский федеральный университет им. первого Президента России Б.Н. Ельцина», г. Екатеринбург;
Доросинский Л.Г., д.т.н., профессор, заведующий кафедрой Теоретических основ радиотехники, ФГАОУ ВПО «Уральский федеральный университет им. первого Президента России Б.Н. Ельцина», г. Екатеринбург.
Библиографическая ссылка
Аксенов К.А. МЕТОД АНАЛИЗА И УСТРАНЕНИЯ УЗКИХ МЕСТ МУЛЬТИАГЕНТНОГО ПРОЦЕССА ПРЕОБРАЗОВАНИЯ РЕСУРСОВ // Современные проблемы науки и образования. – 2015. – № 1-1.;URL: http://science-education.ru/ru/article/view?id=18538 (дата обращения: 09.02.2020). Предлагаем вашему вниманию журналы, издающиеся в издательстве «Академия Естествознания»
Узкие места
Узкие места - это недостаток производственных мощностей в цепи технологического процесса, определяемый каким-либо компонентом: оборудованием, персоналом, материалами или транспортировкой; ликвидируется в ходе организационно-технических мероприятий - «расшивка» узких мест.
Узкие места могут возникать на предприятиях по различным причинам. В условиях сложной кооперации разнообразных машин, работающих на современных предприятиях, характер внутрипроизводственных связей, пропорциональность отдельных цехов и участков производства не могут быть раз навсегда данными и неизменными. Усовершенствование техники и технологии производства, улучшение организации труда, изменение характера производства на одном участке неизбежно вызывают необходимость соответствующих изменений на других участках, которые с ним связаны.
Таблица 46. Узкие места
|
Узкое место |
Описание проблемы |
Мероприятия и ожидаемый результат |
|
Планировка цеха |
В планировке цеха станки расположены перпендикулярно поточной линии - это не обеспечивает безопасности работников, стоящих за станками. |
Более оптимальным было бы расставить станки так называемой «елочкой» - под углом к линии. Это обеспечит безопасность работников и более эффективное использование площади цеха. |
|
Работа транспорта |
Транспорт в цехе работает следующим образом: в начале дня автокары приезжают в цех, забирают со склада заготовки и развозят их по поточным линиям, затем уезжают. В конце дня автокары вновь начинают свою работу: забирают из контейнеров готовую продукцию и отвозят ее на соответствующий склад. Все остальное время автокары простаивают. |
Можно организовать развоз заготовок и доставку готовой продукции не в конце и начале рабочего дня, а в течении всего рабочего времени. |
|
Работа транспортировщиков и грузчиков |
Заработная плата транспортировщику и грузчику выплачивается по полной ставке, но заняты они не весь рабочий день. |
Можно выплачивать грузчикам и транспортировщикам половину ставки, т.к. их занятость в цехе очень маленькая. Создать совмещение профессий-транспортировщик может работать и грузчиком. |
Заключение
В курсовой работе проведены мероприятия по организации производственной деятельности механосборочного цеха. В процессе разработки был рассчитан объем продукции, определено необходимое количество оборудования, численность персонала, площадь цеха, фонд заработной платы основных рабочих, вспомогательных, руководителей, служащих, специалистов. Решение вопросов организации производства и управления им в цехе базировалось на изучении конструкций изделий, технологических процессов их изготовления, организации труда работников предприятия.
Другой часто встречающейся постановкой задач исследования сложных объектов в целях совершенствования организационного управления является изучение возможностей повышения производительности технологической схемы объекта за счет максимально возможного сокращения простоев оборудования аппаратов обслуживания, отдельных каналов и/или фаз. Количественную оценку простоев оборудования можно получить имитационным моделированием функционирования объекта объекта в течение представительного промежутка времени, получением и анализом соответствующих временных характеристик.
Целевая функция организационного управления в указанных случах имеет вид, аналогичный (9.36):
v =min (9.39),
где время простоя аппарата обслуживания (или канала, или отдельной фазыпри соответствующем выборе индексов) перед поступлением на обслуживаниеi -го требования из общей партии вN требований.
Так, для одноканальных однофазных объектов суммарная величина простоев аппарата обслуживания для всей партии изN требований определяется выражением (9.8), поэтому целевая функция организационного управления, в том числе автоматизированного, в этом случае имеет вид:
v
=![]() [ 1sign(+)]min
(9.40).
[ 1sign(+)]min
(9.40).
Аналогичные выражения можно получить для многофазных и/или многоканальных объектов как систем массового обслуживания на основе (9.16), (9.26) или (9.34).
Обратим внимание на то, что в данном случае целевая функция v организационного управления является комплексным критерием, который учитывает, кроме рассматриваемых простоев оборудования, и другие факторы, поскольку в него входят интервалы поступления требований, периоды занятости аппаратаов, каналов и фаз, а также иные временные характеристики. Поэтому, если реализовать в данном объекте указанные в предыдущем подпараграфе мероприятия, приводящие к сокращению времен ожидания требованиями, это также приведет и к увеличению загрузки оборудования технологических объектов, что делает во многих практических случаях особенно удобным выбор именно рассматриваемого в настоящем подпараграфе критерия эффективности организационного управления сложными объектами.
3. Выявление и ликвидация "узких мест"
В производственных системах "узким местом" в технологической схеме называют аппарат, имеющий производительность ниже, чем технологическая схема в целом, поэтому именно он и является лимитирующим звеном общего обслуживания в объекте. Выявление "узких мест" позволяет поставить и решить задачу повышения производительности объекта особенно рационально, реализуя комплекс организационно-технических мероприятий применительно к одному, данному аппарату, являющемуся "узким местом", а не ко всей технологической схеме в целом, поскольку последнее несомненно сложнее, дольше и обычно намного дороже.
Часто "узкое место" является переменным "во времени и пространстве", т.е. в зависимости от технологического режима и условий функционирования объекта или его отдельных звеньев либо технологической природы отдельных групп или классов требований (другими словами, в зависимости от конкретной ситуации в объекте в данный промежуток времени) "узким местом" может оказаться то один, то другой аппарат (или канал) обслуживания или даже отдельная фаза. В таких случаях выявление "узких мест" имитационным моделированием является важным направлением исследования объекта с целью обоснования, разработки и последующей проверки эффективности управленческих решений. Понятно, что под ликвидацией “узкого места” имеется ввиду комплекс организационно - технологических мероприятий, после реализации которых аппарат, бывший “узким местом” больше не является таковым и не сдерживает функционирования производства в целом.
Признаком наличия "узких мест" в технологической схеме объекта, интерпретируемого как СМО, является образование очереди или задержки на предыдущих агрегатах или фазах перед аппаратом (или фазой), являющихся "узким местом", и, наоборот, простой аппаратов (или фаз) непосредственно после него.
Представим ситуацию с наличием "узкого места" в объекте в формализованном виде, используя методику, рассматривавшуюся выше в настоящей главе.
Пусть, например, объект как одноканальная СМО состоит из нескольких последовательно расположенных одноканальных однофазных аппаратов обслуживания, технологическая схема которого соответствует рис.9.5.
Рис.9.5. Схема многоаппаратной одноканальной СМО.
Аппараты обслуживания технологической схемы данной СМО обозначены индексом k и именноk -ый из них является "узким местом". Пустьi -ое требование находится на обслуживании в указанномk -ом аппарате в течение времени, причем оно поступило в этот аппарат с интерваломпо отношению к ранее пришедшему требованию.
На предыдущем (k 1)-ом аппарате находящееся там требование уже закончило обслуживание и ждет освобожденияk -го аппарата; возможно, на входе в (k 1)-ый аппарат уже находится еще одно требование в ожидании обслуживания. Таким образом, ситуация на (k 1)-ом аппарате отражается временной характеристикой (9.4):
= +при+>для (9.41);
Следующий, (k +1)-ый аппарат находится в состоянии простоя, поэтому для него в общем случае на основании (9.8) будем иметь:
= при>+для [k +1, ...,n ] (9.42).
Что же касается непосредственно k -го аппарата технологической схемы, являющегося "узким местом", то конкретно для него может быть справедливо как соотношение (9.41), так и (9.42), в зависимости от того, что конкретно лимитирует его функционированиелибо начало обслуживания требования (т.е. вход аппарата; может быть, начальные фазы обслуживание, если оно многофазно, и т.д.), либо его состояние (внутренние элементы, связи между ними, заключительные фазы и т.п.
Целевая функция организационного управления v , направленного на ликвидацию "узкого места" и увеличение за счет этого производительности всей технологической схемы, имеет следующий общий вид:
v
=![]() (9.43).
(9.43).
Аналогично можно получить выражения при других структурах объекта и других дисциплинах обслуживания. Реализовав имитационную модель исследуемого объекта на ЭВМ применительно к различным условиям его функционирования и получив в количественном виде значения критериев (9.41) и (9.42) для каждого компонента и/или технологической схемы, что всегда можно сделать, по этим полученным результатам легко установить, имеет ли место в данной технологической схеме "узкое место" и какой конкретно компонет объекта и в каких конкретно условиях им является. После чего можно предлагать комплекс организационно - технических мероприятий по ликвидации “узкого места” (распараллеливание обслуживания требований в этом месте технологической схемы производства, ускоренные технологии, т.е. с существеннно более быстрым обслуживанием и соответственно меньшим средними т.п.), а также затем проверить их эффективность на той же имитационной модели объекта.
Теория ограничений систем была сформулирована в 80-е годы ХХ в. и касалась управления производственными предприятиями. Кратко ее суть сводится к тому, что в каждой производственной системе действуют ограничения, сдерживающие эффективность. Если устранить ключевое ограничение, система заработает значительно эффективнее, чем если пытаться воздействовать на всю систему сразу. Поэтому процесс совершенствования производства нужно начинать с устранения узких мест.
Сейчас термин bottleneck может использоваться для в любой отрасли — в сфере услуг, разработке программного обеспечения, логистике, повседневной жизни.
Что такое bottleneck
Определение bottleneck звучит как место в производственной системе, в котором возникает перегрузка, потому что поток материалов поступает слишком быстро, но не может быть так же быстро переработан. Часто это станция с меньшей мощностью, чем предыдущий узел. Термин произошел из аналогии с узким горлышком бутылки, которое замедляет путь жидкости наружу.

Bottleneck — узкое место в производственном процессе
На производстве эффект бутылочного горлышка вызывает простои и производственные издержки, снижает общую эффективность и увеличивает сроки отгрузки продукции заказчикам.
Существует два типа узких мест:
- Краткосрочные узкие места — вызваны временными проблемами. Хороший пример — больничный или отпуск ключевых сотрудников. Никто в команде не может полноценно заменить их, и работа останавливается. На производстве это может быть поломка одного из группы станков, когда его нагрузка распределяется между рабочим оборудованием.
- Долгосрочные узкие места — действуют постоянно. Например, постоянная задержка месячных отчетов в компании из-за того, что один человек должен обработать огромное количество информации, которая поступит к нему лавиной в самом конце месяца.
Как определить bottleneck в производственном процессе
Существует несколько способов поиска bottleneck на производстве разного уровня сложности, с применением специальных инструментов и без. Начнем с более простых способов, основанных на наблюдении.
Очереди и заторы
Процесс на производственной линии, который собирает перед собой самую большую очередь из единиц незавершенного производства, обычно является бутылочным горлышком. Такой способ поиска bottleneck подходит для штучного конвейерного производства, например, на линии разлива. Хорошо видно, в каком месте линии скапливаются бутылки, и какой механизм имеет недостаточную мощность, часто ломается или обслуживается неопытным оператором. Если на линии несколько мест скопления, то ситуация сложнее, и нужно использовать дополнительные методы, чтобы найти самое критичное узкое место.
Пропускная способность
Пропускная способность всей производственной линии прямо зависит от выхода оборудования bottleneck. Это характеристика поможет найти главное бутылочное горлышко процесса производства. Увеличение выпуска единицы оборудования, которая не является узким местом, существенно не повлияет на общий выпуск линии. Проверив поочередно все оборудование, можно выявить bottleneck — то есть тот шаг, увеличение мощности которого больше всего повлияет на выход всего процесса.
Полная мощность
Большинство производственных линий отслеживают процент загрузки каждой единицы оборудования. Станки и станции имеют фиксированную мощность и в процессе производства используются на определенный процент от максимальной мощности. Станция, которая задействует максимум мощности — bottleneck. Такое оборудование сдерживает процент использования мощности другого оборудования. Если вы увеличите мощность bottleneck, то мощность всей линии вырастет.
Ожидание
Процесс производства также учитывает время простоев и ожидания. Когда на линии есть бутылочное горлышко, то оборудование, идущее сразу ним, долго простаивает. Bottleneck задерживает производство и следующий станок не получает достаточно материала, чтобы работать непрерывно. Когда вы обнаружите станок с длинным временем ожидания, то ищите на предыдущем шаге бутылочное горлышко.
Кроме наблюдения за производством, для выявления узких мест используются такие инструменты:
Value Stream Mapping — карта создания потоков ценности
Как только вы выясните причину или причины узких мест, нужно определить действия для расширения бутылочного горлышка и наращивания производства. Возможно, вам понадобится переместить сотрудников в проблемную зону или нанять дополнительный персонал и закупить оборудование.
Бутылочное горлышко может возникнуть там, где операторы перенастраивают оборудование для производства другого продукта. В таком случае нужно подумать, как сократить простои. Например, изменить график производства, чтобы уменьшить количество переналадок или уменьшить их влияние.
Как уменьшить влияние узких мест
Bottleneck менеджмент предлагает производственным компаниям использовать три подхода, чтобы уменьшить влияние узких мест.
Первый подход
Увеличение мощности существующих узких мест.
Существует несколько способов увеличить мощность узких мест:
- Добавьте ресурсы в ограничивающий процесс. Необязательно нанимать новых сотрудников. Кросс-функциональное обучение персонала может уменьшить влияние узких мест с незначительными затратами. В таком случае рабочие будут обслуживать сразу несколько станций и облегчать прохождение узких мест.
- Обеспечьте бесперебойную подачу деталей на узкое место. Всегда следите за незавершенным производством перед узким местом, управляйте подачей ресурсов на станцию bottleneck, учитывайте овертаймы, в течение которых оборудование также всегда должно иметь детали для обработки.
- Убедитесь, что узкое место работает только с качественными деталями. Не тратьте мощность и время работы узкого места на обработку брака. Размещайте точки контроля качества перед станциями bottleneck. Это повысит пропускную способность процесса.
- Проверьте график производства. Если в процессе выпускается несколько разных продуктов, которые требуют разного времени работы bottleneck, скорректируйте график производства так, чтобы общий спрос на bottleneck уменьшился
- Увеличьте время работы ограничивающего оборудования. Пусть bottleneck работает дольше, чем другое оборудование. Назначьте оператора, который будет обслуживать процесс во время обеденных перерывов, плановых простоев и, если нужно, сверхурочно. Хотя этот метод не уменьшит время цикла, он будет поддерживать работу bottleneck пока остальное оборудование будет простаивать.
- Сократите простои. Избегайте плановых и внеплановых простоев. Если оборудование bottleneck выйдет из строя во время рабочего процесса, немедленно отправьте ремонтную бригаду, чтобы починить и запустить его. Также постарайтесь сократить время переналадки оборудования с одного продукта на другой.
- Усовершенствуйте процесс именно в узком месте. Используйте VSM, чтобы устранить действия, не добавляющие ценности, и сократить время на добавление ценности, избавившись от потерь. В итоге вы получите более короткое время цикла.
- Перераспределите нагрузку на bottleneck. Если возможно, разделите операцию на части и назначьте их на другие ресурсы. В итоге вы получите более короткий цикл и возросшую мощность.

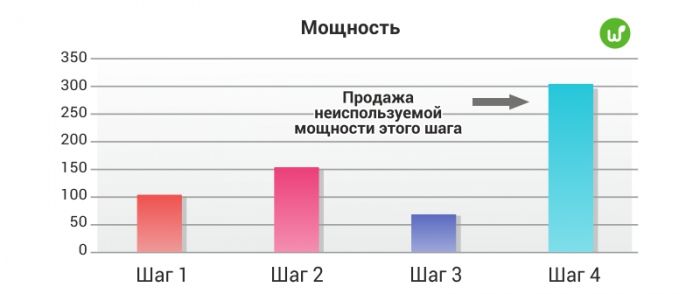
Второй подход
Продажа излишков производства, которые выпускает оборудование, не относящееся к бутылочному горлышку.
Например, у вас на линии 20 инъекционных прессов, а вы используете только 12 из них, потому что оборудование bottleneck не может переработать выпуск всех 20 прессов. В этом случае вы можете найти другие компании, которые заинтересованы в субподряде на операции литья под давлением. Вы будете в прибыли, потому что получите от субподрядчиков больше, чем ваши переменные расходы.
Третий подход
Сокращение неиспользуемой мощности.
Третий вариант оптимизации производства — распродать оборудование с экстра мощностью и сократить или переместить персонал, который его обслуживает. В этом случае мощность всего оборудования будет уравнена.

Примеры bottleneck вне производства
Транспорт
Классический пример — пробки на дорогах, которые могут постоянно образовываться в определенных местах, или появляться временно во время ДТП или проведения дорожных работ. Другие примеры — шлюз на реке, погрузчик, железнодорожная платформа.
Компьютерные сети
Медленный WiFi-роутер, подключенный к эффективной сети с высокой пропускной способностью, является узким местом.
Коммуникация
Разработчик, который шесть часов в день проводит на совещаниях, и только два часа пишет код.
Программное обеспечение
В приложения тоже есть узкие места — это элементы кода, на которых программа «тормозит», заставляя пользователя ждать.
"Железо" компьютера
Узкие места в компьютере — это ограничения аппаратных средств, при которых мощность всей системы ограничивается одним компонентом. Часто процессор рассматривается как ограничивающий компонент для видеокарты.
Бюрократия
В повседневной жизни мы часто сталкиваемся с узкими местами. Например, когда внезапно заканчиваются бланки для паспортов или водительских прав и вся система останавливается. Или когда нужно пройти медосмотр, а кабинет флюорографии работает всего три часа в день.
Вердикт
Узкие места в производстве, менеджменте и жизни — это точки потенциальных улучшений.
Расширение bottleneck даст ощутимый прирост производительности и эффективности.
А не обращать внимания на ограничивающие элементы системы — значит недополучать прибыль и работать хуже своих возможностей.
Методика анализа "узких мест"
Применяемые на практике показатели и их совокупности, как правило, выстраиваются под условия конкретного предприятия. Это позволяет не только выявлять стратегический потенциал предприятия, но и давать количественную оценку его наиболее "узких мест". Пример построения структуры показателей на основе анализа "узких мест" предприятия приведен в табл. 8.1.
Система сбалансированных показателей
В современных экономических условиях деятельность российских компаний, как правило, связана с повышенным уровнем нестабильности внешней среды, существенными рисками и жесткой конкуренцией. При этом многие компании имеют достаточно расплывчатую стратегию поведения в сложившихся условиях с нечетким планом действий по реализации стратегии либо вообще
Таблица 8.1. Показатели в системе анализ "узких мест"
|
Функциональная сфера |
"Узкое место" |
Возможные причины |
Возможные показатели |
|
Покупатели (клиенты) |
Удовлетворение требований покупателей. Много рекламаций. Слабые позиции во внешней среде. Небольшой ассортимент |
Неправильная ассортимент политика. Низкая активность персонала. Нет эффективной системы отбора, и обучения персонала. Недостатки в обслуживании Затраты на тренинг персонала по сбыту. Число клиентов, которых может обслуживать один работник. |
|
|
Продуктовая программа и рынок |
Обороты по продуктам, регионам, каналам реализации. Небольшая доля рынка. Снижение выручки с оборота. Небольшой портфель заказов. Медленное освоение новых рынков и выход новых продуктов |
Продукция не соответствует требованиям рынка. Неправильная дистрибьюторская политика. Изменение Слабое планирование и управление реализацией. Усиление конкуренции |
Средняя цена продаваемых продуктов. Объем остатков готовой продукции на складе. Объем оборота на одного работника. Число заказов. Доля рынка по основным видам продукции |
не имеют таковой. На этом фоне по ряду субъективных и объективных причин компании не уделяют необходимого внимания на взаимосвязь подсистем "финансы", "взаимоотношения с клиентами", "внутренние бизнес-процессы", "обучение и повышение квалификации персонала". Все это в конечном счете не позволяет разрабатывать рациональную экономическую стратегию и определять практические методы ее реализации и контроля.
Если говорить о международной практике и о внедрении ее лучших позитивных наработок в российскую экономику и управление, то одним из примеров можно назвать использование мониторинга и разработку и применение сбалансированной системы показателей оценки эффективности работы хозяйствующих субъектов, начиная от уровня предприятия до уровня комплексов, объединенных в отраслевую систему, региональной экономики, национальной экономики и далее системы управления государством, регионом, комплексом, предприятием.
Система сбалансированных показателей / The Balanced scorecard (ССП/BSC ) позволяет перевести стратегические цели в четкий план оперативной деятельности подразделений и ключевых сотрудников и оценить результаты их деятельности с точки зрения реализации стратегии с помощью ключевых показателей эффективности (Key Performance Indicator, КРI ).
Система сбалансированных показателей была разработана на основе исследования, проведенного в 1990 г. профессорами Гарвардской школы экономики Дэвидом Нортоном и Робертом Капланом. Исследование проводилось с целью выявить новые способы повышения эффективности деятельности и достижения целей бизнеса. Проводя исследование, Нортон и Каплан руководствовались следующей гипотезой: управление с помощью финансовых показателей не дает достаточной информации для принятия правильных и своевременных управленческих решений. В результате ими была разработана принципиально иная система контроля эффективности и выполнения стратегических целей, получившая название "Система сбалансированных показателей". Первая же публикация этих разработок получила высочайшую оценку: Harvard Business Review назвал Систему сбалансированных показателей самым значительным вкладом в практику управления за последние 75 лет.
Компания становится успешной только в том случае, если планомерно развивается. В аспекте управления понятие "планомерное развитие" означает создание и реализацию стратегических планов. На практике же исполнение стратегических планов становится самым серьезным испытанием для организации. Масса отдельных мероприятий и действий сотрудников должна быть скоординирована таким образом, чтобы реализовать цели, желательно с наименьшими затратами и в максимально сжатые сроки. Система сбалансированных показателей создавалась как инструмент, позволяющий согласовать действия подразделений и сотрудников для достижения основной цели, стоящей перед компанией.
Основной принцип ССП, который во многом стал причиной высокой эффективности этой технологии управления – управлять можно только тем, что можно измерить. Иначе говоря, цели можно достигнуть только в том случае, если существуют поддающиеся числовому измерению показатели, говорящие управляющему, что именно нужно делать и правильно ли с точки зрения достижения цели он делает то, что делает. Система делает акцент на нефинансовых показателях эффективности, давая возможность оценить такие, казалось бы, с трудом поддающиеся измерению, аспекты деятельности как степень лояльности клиентов, или инновационный потенциал компании.
Авторы ССП предложили четыре направления оценки эффективности, отвечающие на самые значимые для успешной деятельности компании вопросы: для подсистемы "Финансы" – каково представление о компании у акционеров и инвесторов? "Клиенты" – какой компанию видят покупатели ее продуктов? "Бизнес – процессы" – какие бизнес – процессы требуют оптимизации, на каких организации стоит сосредоточиться, от каких отказаться? "Обучение и рост" – какие возможности существуют для роста и развития компании?
По этим четырем взаимосвязанным и сбалансированным аспектам собирают и анализируют данные. В состав системы включают следующие параметры организации:
- обучение и перспективы роста – характеристика работников, информационные технологии, мотивация и ориентация;
- внутрифирменные процессы – описание рынка, выход на рынок, производство, доставка, сервис;
- потребительский аспект – доля рынка, способность удерживать и завоевывать потребителей; удовлетворение потребителей; прибыльность потребителей;
- финансовый аспект – рост выручки, управление затратами, использование активов.
Модель взаимосвязи направлений сбалансированной системы показателей со стратегическими ориентирами компании представлена на рис. 8.4.
Некоторые организации добавляют к четырем вышеперечисленным аспектам пятый или заменяют один из четырех аспектов на тот, который наилучшим образом отражает миссию и стратегию конкретной организации.
Но для того, чтобы выбрать верное решение, для каждой подсистемы необходимо отобрать только те показатели, которые точно фиксируют суть стратегии. Пол Р. Нивен предлагает в своих работах изучить ряд критериев, используемых для отбора самых подходящих для стратегии показателей.
Рис. 8.4.
Одно из многих преимуществ ССП состоит в том, что она заставляет организацию делать выбор одной из нескольких альтернатив. Отбор целей и инициатив для выполнения норм должен обсуждаться при разработке системы показателей. Нигде процесс трудного выбора так не очевиден, как при отборе показателей деятельности. Эти показатели являются центральным элементом сбалансированной системы и будут служить контрольной точкой и ориентиром для всей организации. Ниже приводятся критерии отбора, которые, как показал опыт и исследования, помогают эффективно оценить и выбрать показатели.
Связь со стратегией. Этот критерий самый явный, но его значение нельзя переоценить. Система показателей – это инструмент перевода стратегии в действия посредством показателей деятельности, рассказывающих о данной стратегии. Выбор показателей деятельности, не влияющих на реализацию стратегии, может привести к замешательству и путанице, так как работники будут расходовать ценные ресурсы на выполнение показателей, от которых не зависит достижение общих целей фирмы.
Количественное выражение. Необходимо найти количественные оценки любых показателей, даже подразумевающих субъективную характеристику деятельности, например, оценка поставщиков: "хороший", "удовлетворительный" или "средний". При этом каждый специалист будет вкладывать в эти определения разный смысл. Однако если, например, поставщиков оценивать по проценту своевременной доставки продукции, результаты будут объективными и однозначными. Если применить творческий подход, то можно выразить количественно практически все показатели деятельности.
Доступность. Есть такие показатели деятельности, которые не были зафиксированы в прошлом и которые увидели свет только благодаря процессу разработки ССП. Нет сомнения в том, что новые и нетрадиционные показатели являются великолепным преимуществом ССП, только необходимо рассчитывать затраты и выгоды, связанные с их определением.
Доходчивость. Пользователи ССП сразу должны понимать как операционное, так и стратегическое значение каждого показателя.
Сбалансированность. Необходимо избегать эффекта субоптимизации (т.е. улучшения одного показателя за счет других). Система показателей требует искать оптимальные сочетания и принимать решения по распределению ресурсов. Не следует создавать такую ситуацию, при которой ориентация на определенные показатели фактически снизит конкурентоспособность.
Релевантность. Показатели в системе должны точно отражать процесс или цель, которые необходимо оценить. Хорошей проверкой является определение возможности действовать на основе результатов данного показателя. Если какой-либо аспект деятельности выполняется плохо, нужно быть в состоянии оценить сущность проблемы и ликвидировать ее. Это можно продемонстрировать с помощью индексов деятельности, которые используют в своих Системах показателей многие организации. Индекс – это сочетание нескольких отдельных показателей, объединенных по какому-либо признаку и представляющих единый общий индикатор деятельности. Индексы могут давать очень полезную информацию, особенно, когда необходимо включить ряд показателей и в то же время ограничить их общее количество в Системе. Однако во всем комплексе показателей должно быть не более пяти индексов.
Наличие общего определения. Сбалансированная система может содержать ряд узкоспециальных показателей деятельности, и это совершенно правильно, так как она рассказывает именно о данной стратегии. Проблемы возникают тогда, когда включаются в систему показатели с расплывчатыми определениями или вообще без определений. Важнейшим показателем может быть своевременная доставка, но что означает своевременная? Важно указать точное значение показателя деятельности.
Важным моментом является также определение нужного количества показателей деятельности. Для этого необходим объективный рассказ о выбранной стратегии по четырем составляющим ССП. Рассказ о стратегии потребует полного комплекса основных итоговых показателей (запаздывающих индикаторов) и факторов деятельности (опережающих индикаторов) по всей ССП. Часто отношение между ними – один к одному, но иногда на один итоговый показатель приходится два фактора деятельности. Если предположить, что их отношение – один к одному, то ССП потребует как минимум восьми показателей, отношение 1: 2 предполагает 12 показателей. Учитывая то, что некоторые цели деятельности имеют более одного показателя, количество показателей быстро возрастет до 20 и более. Большинство специалистов-практиков и консультантов по ССП придерживаются мнения, что ССП для высшего уровня в организации требует от 20 до 25 показателей. Сравнение с эталоном по внедрению ССП в различных областях дало такие же результаты. Однако это не является "железным" правилом, т.е. если для оценки стратегии необходимо 30 показателей, значит, столько и должно быть в ССП. Аналогично, если рассказать о стратегии можно с помощью 15 показателей, то не следует добавлять лишних показателей только для того, чтобы заполнить место.
В качестве примера ниже приводится количество показателей по составляющим ССП для высшего уровня в организации:
- Финансы. От трех до четырех показателей ожидаемых финансовых результатов. Организация должна очень четко сформулировать свои финансовые цели и не включать слишком много параметров.
- Клиенты. От пяти до восьми показателей. Состав показателей будет диктоваться покупательной ценностью предложения. В клиентской составляющей обычно много опережающих индикаторов.
- Внутренние процессы. От пяти до десяти показателей. В этой составляющей определены ключевые процессы, которые необходимо довести до совершенства, чтобы продолжить добавлять стоимость для клиентов и лиц, имеющих в организации финансовый интерес. Процессы могут охватывать всю организацию, и поэтому в этой составляющей показателей больше, чем в других.
- Обучение и рост персонала. От трех до шести показателей. Эти показатели являются движущими силами трех других составляющих. Часто их труднее всего выявить и согласовать.
В рамках сбалансированной системы необходимо различать показатели, которые измеряют достигнутые результаты, и показатели, которые отражают процессы, способствующие получению этих результатов. Обе категории показателей должны быть увязаны друг с другом, так как для достижения первых (например, определенного уровня производительности) нужно реализовать вторые (например, добиться определенной загрузки производственных мощностей).
Система ССП охватывает все структурные единицы организации и обеспечивает их совместное и скоординированное функционирование.
Стремясь к достижению поставленных целей, организация может использовать ряд управленческих технологий, например интегрировать ССП с другими системами. Однако для успешного функционирования системы сбалансированных показателей необходима объективная и полная первичная информация для правильной и оперативной оценки каждого установленного показателя. Применение сбалансированной системы показателей – процесс, который состоит не в разработке стратегии, а в ее реализации, он предполагает наличие четко сформулированной стратегии.
Пример увязки показателей со стратегическими целями приведен в табл. 8.2.
Формирование основных показателей для каждой составляющей стратегии надо начинать с руководителей среднего звена (групп, подразделений, центров ответственности). Для этого следует обязательно определить, кто будет отвечать за их выполне-
Таблица 8.2. Система сбалансированных показателей компании
|
Направления оценки |
Стратегическая цель |
Показатель |
Методика расчета показателя |
|
Повысить прибыльность компании |
Рентабельность продаж |
Прибыль / Выручка |
|
|
Снизить затраты |
Снижение удельного веса постоянных затрат в себестоимости продукции |
Постоянные затраты / Затраты |
|
|
Увеличение удельного веса маржинального дохода в выручке от реализации |
(Выручка – Переменные затраты) / Выручка = = Маржа на доход / Выручка |
||
|
Увеличить продажи |
Расширение клиентской базы |
Число новых потребителей за отчетный период / Число потребителей на начало периода |
|
|
Сохранение клиентской базы |
Число потребителей, не являющихся новыми в течение отчетного периода, на конец отчетного периода / Число потребителей на начало отчетного периода |
||
|
Увеличение объемов закупок потребителями |
Выручка / Число потребителей |
||
|
Удовлетворенность первичных потребителей |
Показатель удовлетворенности первичных потребителей |
Анкетирование |
|
|
Удовлетворенность конечных потребителей |
Показатель удовлетворенности конечных потребителей |
Анкетирование |
|
|
Надежный поставщик |
Своевременность поставки |
Срок задержки поставки (дни) |
|
|
Низкая цена / Небольшие затраты на приобретение |
Цены на металл в сравнении с аналогичной продукцией конкурентов |
Маркетинговое исследование |
|
|
Качество |
Точное и качественное исполнение заказа |
Число возвратов из-за пересортицы или брака |
|
|
Доля возвратов в продажах |
Стоимость возвращенной продукции / Выручка от продаж |
||
|
Внутренние бизнес- процессы |
Надежные поставщики |
Цены на сырье, материалы и услуги |
Отклонения от бюджетов |
|
Точное и качественное исполнение заказов |
Число часов простоя (невыполненных заказов) из-за несвоевременной (некачественной) поставки |
||
|
Эффективное использование основных средств |
Фондоотдача |
Выручка / Среднегодовая стоимость основных средств |
|
|
Улучшение качества продукции |
Потери от брака |
Потери от брака / Стоимость произведенной продукции |
|
|
Процент продукции, не возвращавшейся на доработку или переработку |
Продукция, не возвращавшаяся на доработку или переработку / Произведенная продукция |
||
|
Лучший поставщик металла в районе |
Объем продаж |
Анкетирование первичных покупателей, маркетинговые исследования среди конечных покупателей |
|
|
Постоянный ассортимент наиболее доходных продуктов |
Увеличение доли продукции с наибольшими ставками маржинального дохода |
Цена продукта – удельные переменные затраты на продукт |
|
|
Оперативная работа с клиентами |
Число жалоб со стороны потребителей и время реакции на них |
Количество. Часы (дни) |
|
|
Обучение и развитие |
Рост профессионализма работников |
Непроизводительные прочие затраты на исправление ошибок персонала (брака) |
|
|
Стабильность основного кадрового состава |
Коэффициент текучести кадров |
Число уволившихся / Среднесписочная численность персонала |
|
|
Сбалансированность бюджетов |
Процент отклонений от нормативов и бюджетов |
Среднее арифметическое суммы отклонений от нормативов и бюджетов |
ние. Список показателей для каждой из выделенных групп должен быть максимально детальным. Например, генеральный директор отвечает за показатели оценки "удовлетворенности акционеров (собственников)". В результате в общий список показателей могут попасть несколько сотен показателей деятельности. Затем из общего списка нужно выбрать те показатели, которые действительно необходимы менеджменту для управления и позволят оценить степень достижения поставленных целей, а не просто будут контролироваться "для сведения". Для подобного отбора можно сформировать экспертную группу. Как правило, в нее должны входить руководители подразделений и отделов. Их задача – охарактеризовать каждый из показателей по критериям, например:
- 1) отражает ли показатель степень достижения стратегических целей компании;
- 2) понятно и однозначно ли определение того или иного показателя. В первую очередь показатель должен быть понятен тем менеджерам, которым на его основе придется принимать решение;
- 3) полезен ли показатель для принятия решений.
В результате должен быть разработан список (система) ключевых показателей деятельности компании (табл. 8.3).
В дальнейшем реализация подобного подхода к анализу деятельности компании предполагает установление критериев оценки отобранных показателей.
Использование ССП деятельности позволяет системе контроллинга увязать стратегические планы с оперативными. Мониторинг ключевых показателей и анализ выявленных отклонений обеспечивают обратную связь и способствуют разработке корректирующих мероприятий.
Контроль в системе контроллинга предполагает не только сравнение плана и факта, но и объяснение причин отклонения. Контроль направлен не на поиск виновного лица, а на выявление причин, вызвавших данное отклонение. Иногда невыполнение плановых заданий приносит предприятию гораздо меньше убытков, чем их 100%-ное выполнение. Например, если в связи с непредвиденным ухудшением конъюнктуры рынка фактические продажи начали снижаться, то выполнение плана производства на 100% приведет к убыткам, так как на складе образуется излишек готовой продукции, который представляет собой не что иное, как омертвевшие оборотные средства, которые снижают реальный уровень доходности предприятия.
Таблица 8.3. Система ключевых показателей деятельности компании
|
Направления оценки эффективности |
Ключевые показатели деятельности |
Ответственность |
|
Показатели удовлетворенности |
||
|
Акционеры |
Рентабельность собственного капитала, рентабельность продаж, рентабельность денежного потока |
Генеральный директор |
|
Персонал |
Производительность труда, текучесть кадров, средняя заработная плата персонала |
|
|
Показатели управления финансами |
||
|
Доходность инвестиций |
Рентабельность: собственного капитала, инвестированного капитала, рентабельность по маржинальной прибыли собственного капитала в товарном запасе и дебиторской задолженности |
Финансовый директор |
|
Деловая активность |
Продолжительность операционного и финансового циклов, оборачиваемость запасов и затрат, оборачиваемость дебиторской задолженности, доля просроченной дебиторской задолженности, оборачиваемость кредиторской задолженности, выручка от продаж, эффект производственного левериджа, затраты на инвестиции |
|
|
Ликвидность |
Коэффициент текущей ликвидности |
|
|
Финансовая устойчивость |
Коэффициент покрытия процентов по кредитам, эффект финансового левериджа |
|
|
Стоимость компании |
Чистый дисконтированный доход (чистая текущая стоимость) |
|
|
Денежные потоки |
Суммы денежных средств по местам их нахождения, оборачиваемость денежных средств, рентабельность денежного потока |
|
Таким образом, контроль в системе контроллинга заключается в сопоставлении плановых и фактических величин с ситуацией, складывающейся на рынке. В стратегическом контроллинге вопрос о выполнении плана формулируется так: "Было ли выполнение (невыполнение) плана в сегодняшних условиях экономически целесообразным или нет?". При этом под экономической целесообразностью понимается приближение к поставленной стратегической цели.
Допустим, если в качестве стратегической цели выбрано достижение определенного уровня отдачи на инвестированный капитал, то следует разобраться, к чему приводит, например, увеличение запасов готовой продукции или дебиторской задолженности с одновременным увеличением оборота по сравнению с планом. Если отдача на инвестированный капитал растет, то такое отклонение следует приветствовать.
- URL: fd.ru
Рекомендуем также
 Всё о гарантийном ремонте товара
Всё о гарантийном ремонте товара
 Относительная величина выполнения плана
Относительная величина выполнения плана
 Защита прав работников в России: всё, что нужно знать руководителю и подчиненному
Защита прав работников в России: всё, что нужно знать руководителю и подчиненному
 “Ошибочно” присланное письмо о переводе средств На майл пришло письмо о переводе денег
“Ошибочно” присланное письмо о переводе средств На майл пришло письмо о переводе денег
 Увольнение сотрудника по болезни или состоянию здоровья – правила оформления и выплаты
Увольнение сотрудника по болезни или состоянию здоровья – правила оформления и выплаты
 Стив Шапиро. Проживая Америку. Стив Шапиро: Проживая Америку Проживая америку выставка фотографий стива шапиро
Стив Шапиро. Проживая Америку. Стив Шапиро: Проживая Америку Проживая америку выставка фотографий стива шапиро